


 扫一扫
扫一扫


不锈钢复合管护栏在日子中的应用十分广泛,咱们日常日子中的许多地方都离不开不锈钢复合管护栏。咱们都知道不锈钢复合管护栏的运用效果许多,可是却不知道不锈钢复合管护栏的制造工序,现在咱们大家就一起来简略的了解一下。
一,概述
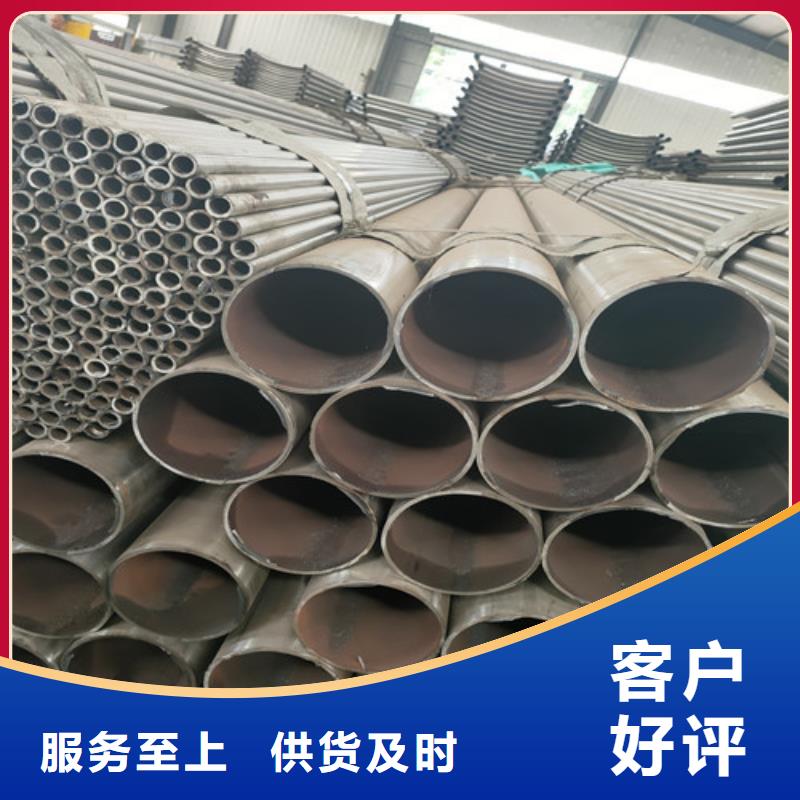
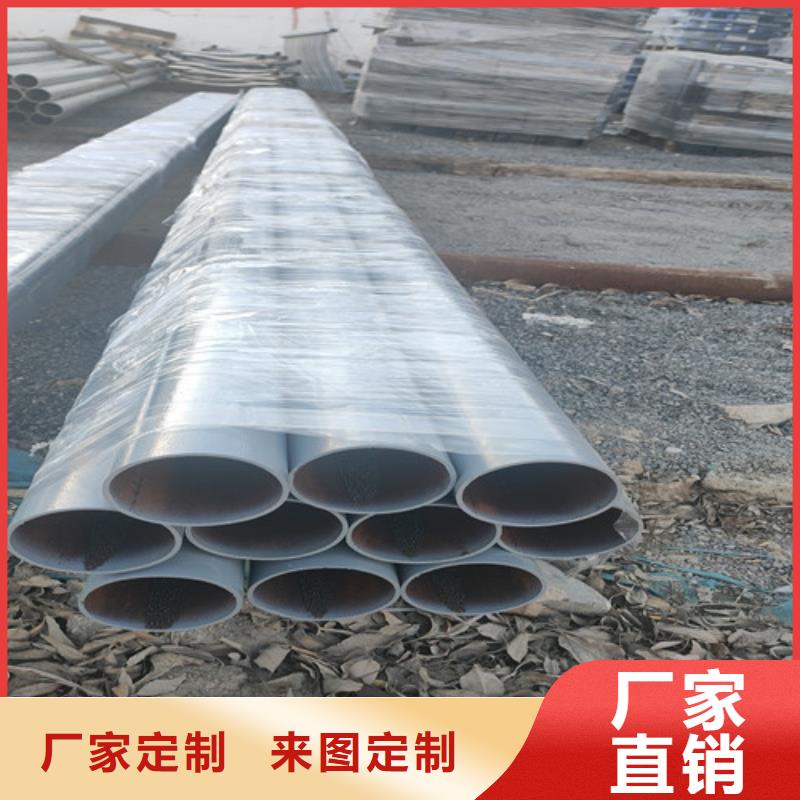
不锈钢复合管护栏是由较厚的珠光体钢(基体)与较薄的不锈钢(复层)复合轧制而成的双金属板。基体主要是碳钢和低合金钢,如:Q235、20、20g、20R、09Mn2、15MnTi、16Mn、16MnR、14Cr1MoR、15CrMoRH等,复层多为耐蚀性好的不锈钢,如:1Cr18Ni9Ti、0Cr18Ni9Ti、1Cr18Ni12Mo2Ti、0Cr18Ni12Mo2Ti、1Cr18Ni9、0Cr13、Cr23Ni28Mo3Cu3Ti等。
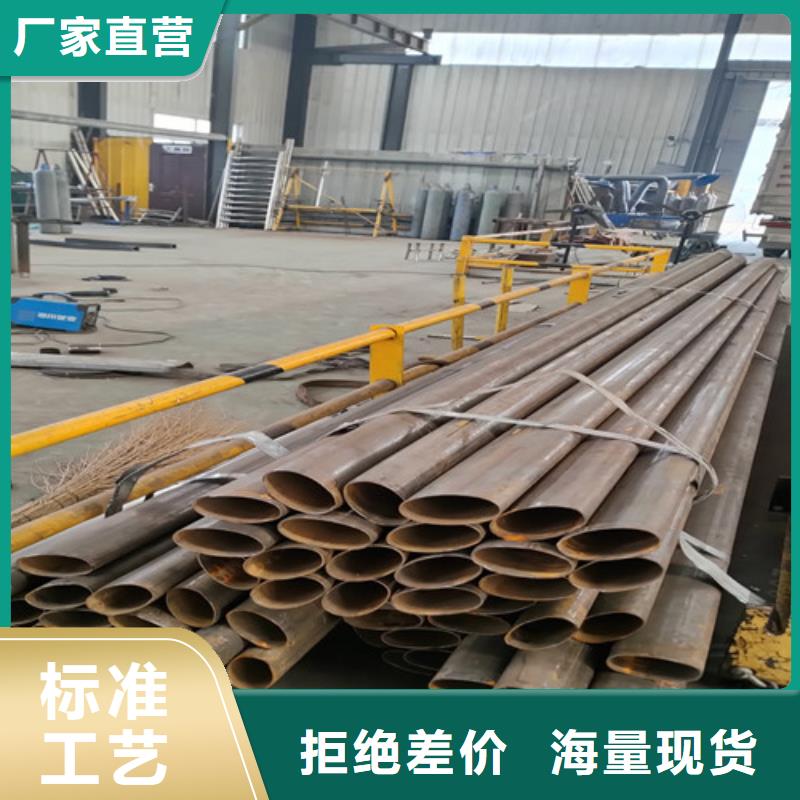
不锈钢复合管护栏的底层与复层交界处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学性能、接头方式及填充金属种类,常发作高温结晶裂纹、推迟裂纹和脆化问题。焊接的办法有:焊条电弧焊、埋弧焊、CO2气体维护焊等,现在常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能,底层与复层有必要别离进行焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢相似,而底层与复层交界处的异种金属焊接是关键。



本厂销售 镀锌喷塑防撞栏、,产品质量保证,本着“专业专注、服务”的态度,我们坚信“诚信”才是生存的大道。“小胜凭智,大胜靠德”,欢迎新老客户来电咨询。 众英金属科技有限公司期待以优质的产品和服务,与您共创美好未来。


桥梁防撞不锈钢复合管栏杆自身的材质是不锈钢,固然耐脏,但是关于一些物质的防污才能还是比拟弱的,比方油垢或者油性的东西。冬季不锈钢桥梁护栏材质比拟脆,所以在冬季避免碰撞挤压,以免脆裂。
立柱帽是活动的,很容易被一些没有公德心的人或者小孩子拔掉,这个也要防止。立杆帽头也是活动的,这个也要防止被一些人拔掉。假如发现有损坏特别漏出钢管的中央要及时对暴露钢管刷漆,然后对暴露的部位停止粘合、封锁,防止水分进入腐蚀。
桥梁护栏高程丈量,以护栏顶面高程控制,诱导缝(假缝)拆模后弹线切割,深度5mm.护栏的变形缝与诱导缝应充沛思索与模板接缝统一,护栏顶面必需停止压光处置4、混凝土必需分层浇筑,曲面处应增强振捣,减少气泡发作。
选用专用的脱模剂,保证混凝土颜色平均、外表润滑,装置模板时留意预埋件及伸缩缝装置槽口的预留;装置外侧模板运用轮式悬臂小门架,并做好暂时固定。混凝土养生采用一布一塑不连续滴灌养生。不锈钢护栏,不锈钢碳素复合管,不锈钢桥梁护栏,河道护栏,城市防撞护栏,机动车隔离护栏,桥梁防撞护栏,桥梁护栏立柱,城市灯光护栏




技术支持:059t.com